 客服热线:
客服热线:















| 有效期至长期有效 | 最后更新2023-11-23 14:03 | |
| 适用基材PE | 电机功率200kw | 线速度5-8m/min |
| 浏览次数77 |
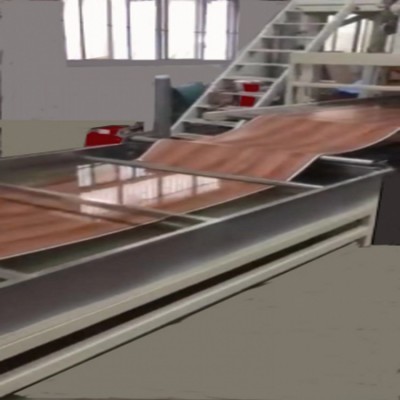
汽车地毯EVA内饰板材生产线 POE片材生产线
NVH汽车内饰片材挤出机 NVH汽车内饰片材生产线 NVH汽车内饰片材挤出设备 NVH塑料片材挤出机;
一、螺杆的类型
螺杆型式的选用主要根据塑料的物理性能及挤塑机的生产技术规范来确定。
(1)非结晶型聚合物的软化是在一个比较宽的温度内完成的,一般选用等距渐变螺杆。结晶型聚合物熔融的温度范围比较窄,一般选用等距突变螺杆。
(2)在小型挤塑机上,如φ45挤塑机螺杆采用的是等距不等深的全螺纹型式,螺杆的长径比较小,主要用于挤出小截面的绝缘层和护套层,挤出速度较快。
(3)中型螺杆采用等距而螺纹深度渐变的全螺纹型式,它的长径比比小型螺杆大些,螺纹的节距相等,从根部起由浅到深。螺纹端部的螺纹较深,根部的螺纹较浅,这样塑料挤出量较多,又不影响螺杆强度,挤出速度快,塑料塑化好,是一般中小型挤塑机生产绝缘层和护套层的理想螺杆。
(4)大型螺杆直径一般在150mm以上,如φ150、φ200、φ250挤塑机。大型螺杆采用两种型式,一是等距不等深,如φ150、φ200挤塑机;二是螺杆分三段,即等距等深、等距不等深、不等距不等深,如φ250挤塑机,压缩比在2~3之间,长径比在15:1左右,主要用于生产大截面的电线电缆绝缘层和护套层。
二、螺杆的主要参数
螺杆的主要参数有直径、长径比、压缩比、螺距、螺槽宽度、螺槽深度、螺旋角、螺杆与机筒之间的间隙等,这些参数对挤塑工艺和性能有很大影响。
1.螺杆直径Ds
螺杆直径即螺纹的外径,挤塑机的生产能力(挤塑量)近似与螺杆直径的平方成正比,在其它条件相同时,螺杆直径少许增大,将引起挤出量的显着增加,其影响甚至比螺杆转数的提高对挤出量的影响还大。故常用螺杆直径来表征挤塑机规格大小的技术参数。2.螺杆长径比L/Ds
螺杆工作部分长度L与螺杆直径Ds之比称为长径比,在其它条件一定时(如螺杆直径),增大长径比就意味着增加螺杆的长度。L/Ds值大,温度分布合理有利于塑料的混合和塑化,此时塑料在机筒中受热的时间也较长,塑料的塑化将充分、更均匀。从而提高机塑质量。如果在塑化质量要求不变的前提下,长径比增大后,螺杆的转速可提高,从而增加了塑料的挤出量。但是,选择过大的长径比,螺杆消耗的功率将相应增大,而且螺杆和机筒的加工和装配鸡难度增加;螺杆弯曲的可能性也会增加,将会引起螺杆与机筒内壁的刮磨,降低使用寿命。另外,对于热敏性塑料,过大的长径比因停留时间长而热分解,影响塑料的塑化和挤出质量。因此,在充分利用长径比加大后的优点,选取时要根据加工塑料的物理性能和对产品的挤塑质量要求而定。
2.压缩比ε
亦称为螺杆的几何压缩比,是螺杆加料段一个螺槽容积与均化段,一个螺槽容积之比。它是由塑料的物理压缩比――即制品的密度与进料的表现密度之比来决定的。使挤塑机压缩比较大,目的是为了使颗粒状塑料能充分塑化、压实。加工塑料的种类不同时,压缩比的选择也应不同。
按压缩比来分,螺杆的型式可分为三种:等距不等深、等深不等距、不等深不等距。其中等距不等深是常用的一种,这种螺杆加工容易,塑料与机筒的接触面积大,传热效果好。
3.螺旋升角θ
即螺纹与螺杆横断面的夹角。螺旋角太大保证不了塑化时间,降低螺杆的塑化质量,太小则螺纹密,螺槽容积减小,影响挤出量。对于送料段,30o螺旋角于粉料;15o螺旋角合适于方形料粒;17o左右螺旋角合适于球状或柱状料粒。由均匀段理论分析得知,螺旋角30o时的挤出流率。实际上为了加工方便,多取螺旋角17o41′。
4.螺距S和螺槽宽度W
螺距即螺纹的轴向距离,螺槽宽度即垂直于螺棱的螺槽宽度。在其它条件相同时,螺距和槽宽的变化,不但决定螺杆的螺旋角,而且还影响螺槽的容积,从而影响塑料的挤出量和塑化的程度。螺槽宽度加大则意味着螺棱宽度减小,螺槽容积相应增大,挤出量提高;同时螺棱宽度减小,螺杆旋转摩擦阻力减小,所以功率消耗低。
NVH汽车内饰片材挤出机 NVH汽车内饰片材生产线 NVH汽车内饰片材挤出设备
本公司引进了大量的技术人才和先例技术所生产的设备、经过不断的技术改进,长期与国内外技术沟通和反复实验,较终
研发成功的新一代产品。汽车地毯片材挤出机_EVA汽车内饰板材生产线,自动上料到挤出机、由大板模具结构出料进行三辊定型模定型,排辊托架冷装置、裁边装置、牵引机、自动切割机、自动抬板等组成。机组结构紧凑,性能优良。螺杆、料筒经优化设计,并采用高性能双合金钢专项加工,使整机具有塑化均匀,挤出量稳定,产量高,寿命长等优点。主机料筒采用铸铝加热器加温,风冷却,精密电脑屏控制温度。精密的定型压光装置,通过其良好的调整功能使汽车地毯片材,_EVA汽车内饰板材定型优良。切割部分采用定长切割装置,保证汽车地毯片材,_EVA汽车内饰板材长度无误 。
一、螺杆的类型
螺杆型式的选用主要根据塑料的物理性能及挤塑机的生产技术规范来确定。
(1)非结晶型聚合物的软化是在一个比较宽的温度内完成的,一般选用等距渐变螺杆。结晶型聚合物熔融的温度范围比较窄,一般选用等距突变螺杆。
(2)在小型挤塑机上,如φ45挤塑机螺杆采用的是等距不等深的全螺纹型式,螺杆的长径比较小,主要用于挤出小截面的绝缘层和护套层,挤出速度较快。
(3)中型螺杆采用等距而螺纹深度渐变的全螺纹型式,它的长径比比小型螺杆大些,螺纹的节距相等,从根部起由浅到深。螺纹端部的螺纹较深,根部的螺纹较浅,这样塑料挤出量较多,又不影响螺杆强度,挤出速度快,塑料塑化好,是一般中小型挤塑机生产绝缘层和护套层的理想螺杆。
(4)大型螺杆直径一般在150mm以上,如φ150、φ200、φ250挤塑机。大型螺杆采用两种型式,一是等距不等深,如φ150、φ200挤塑机;二是螺杆分三段,即等距等深、等距不等深、不等距不等深,如φ250挤塑机,压缩比在2~3之间,长径比在15:1左右,主要用于生产大截面的电线电缆绝缘层和护套层。
二、螺杆的主要参数
螺杆的主要参数有直径、长径比、压缩比、螺距、螺槽宽度、螺槽深度、螺旋角、螺杆与机筒之间的间隙等,这些参数对挤塑工艺和性能有很大影响。
1.螺杆直径Ds
螺杆直径即螺纹的外径,挤塑机的生产能力(挤塑量)近似与螺杆直径的平方成正比,在其它条件相同时,螺杆直径少许增大,将引起挤出量的显着增加,其影响甚至比螺杆转数的提高对挤出量的影响还大。故常用螺杆直径来表征挤塑机规格大小的技术参数。2.螺杆长径比L/Ds
螺杆工作部分长度L与螺杆直径Ds之比称为长径比,在其它条件一定时(如螺杆直径),增大长径比就意味着增加螺杆的长度。L/Ds值大,温度分布合理有利于塑料的混合和塑化,此时塑料在机筒中受热的时间也较长,塑料的塑化将充分、更均匀。从而提高机塑质量。如果在塑化质量要求不变的前提下,长径比增大后,螺杆的转速可提高,从而增加了塑料的挤出量。但是,选择过大的长径比,螺杆消耗的功率将相应增大,而且螺杆和机筒的加工和装配鸡难度增加;螺杆弯曲的可能性也会增加,将会引起螺杆与机筒内壁的刮磨,降低使用寿命。另外,对于热敏性塑料,过大的长径比因停留时间长而热分解,影响塑料的塑化和挤出质量。因此,在充分利用长径比加大后的优点,选取时要根据加工塑料的物理性能和对产品的挤塑质量要求而定。
2.压缩比ε
亦称为螺杆的几何压缩比,是螺杆加料段一个螺槽容积与均化段,一个螺槽容积之比。它是由塑料的物理压缩比――即制品的密度与进料的表现密度之比来决定的。使挤塑机压缩比较大,目的是为了使颗粒状塑料能充分塑化、压实。加工塑料的种类不同时,压缩比的选择也应不同。
按压缩比来分,螺杆的型式可分为三种:等距不等深、等深不等距、不等深不等距。其中等距不等深是常用的一种,这种螺杆加工容易,塑料与机筒的接触面积大,传热效果好。
3.螺旋升角θ
即螺纹与螺杆横断面的夹角。螺旋角太大保证不了塑化时间,降低螺杆的塑化质量,太小则螺纹密,螺槽容积减小,影响挤出量。对于送料段,30o螺旋角于粉料;15o螺旋角合适于方形料粒;17o左右螺旋角合适于球状或柱状料粒。由均匀段理论分析得知,螺旋角30o时的挤出流率。实际上为了加工方便,多取螺旋角17o41′。
4.螺距S和螺槽宽度W
螺距即螺纹的轴向距离,螺槽宽度即垂直于螺棱的螺槽宽度。在其它条件相同时,螺距和槽宽的变化,不但决定螺杆的螺旋角,而且还影响螺槽的容积,从而影响塑料的挤出量和塑化的程度。螺槽宽度加大则意味着螺棱宽度减小,螺槽容积相应增大,挤出量提高;同时螺棱宽度减小,螺杆旋转摩擦阻力减小,所以功率消耗低。
NVH汽车内饰片材挤出机 NVH汽车内饰片材生产线 NVH汽车内饰片材挤出设备
本公司引进了大量的技术人才和先例技术所生产的设备、经过不断的技术改进,长期与国内外技术沟通和反复实验,较终
研发成功的新一代产品。汽车地毯片材挤出机_EVA汽车内饰板材生产线,自动上料到挤出机、由大板模具结构出料进行三辊定型模定型,排辊托架冷装置、裁边装置、牵引机、自动切割机、自动抬板等组成。机组结构紧凑,性能优良。螺杆、料筒经优化设计,并采用高性能双合金钢专项加工,使整机具有塑化均匀,挤出量稳定,产量高,寿命长等优点。主机料筒采用铸铝加热器加温,风冷却,精密电脑屏控制温度。精密的定型压光装置,通过其良好的调整功能使汽车地毯片材,_EVA汽车内饰板材定型优良。切割部分采用定长切割装置,保证汽车地毯片材,_EVA汽车内饰板材长度无误 。


&tel=13328115976&work=13328115976&email=2529141351@qq.com&org=无锡市博宇塑机有限公司&adr=江苏省无锡市新吴区江溪街道坊前镇泰伯大道&url=http://wxbysjgs.720qjt.com/)





