 客服热线:
客服热线:











| 品牌蓝鹏 | 有效期至长期有效 | 最后更新2025-09-02 14:45 |
| 浏览次数16 |
咸阳闭环控制线缆测径仪 降低线径尺寸波动
引言
关键词:线缆测径仪,单轴测径仪,在线测径仪,测径仪,线径测量,线径控制
在线缆规模化生产中,线径均匀度是决定产品品质、适配性与安全性能的核心指标——无论是避免因粗细不均导致的穿管卡阻,还是防止绝缘层厚薄波动引发的漏电风险,均匀度控制始终是厂家的核心诉求。而线缆测径仪搭载的闭环控制方案,正通过“实时监测-动态调节-精准修正”的全链路干预,成为提升线径均匀度的关键技术支撑,其实际应用成效已在多类线缆产线中充分显现。
一、传统生产控制的挑战与局限
在引入闭环控制之前,生产线普遍人工调整状态:
人工抽样,滞后严重:操作人员对生产完成后的线缆抽取部分,使用千分尺进行离线测量。这种方式检测结果严重滞后,当发现偏差时,已有大量不合格品被生产出来。
无法应对瞬时波动:生产过程中的温度、压力、螺杆转速、牵引速度等因素时刻都在微秒级地变化,人工无法捕捉这些瞬时波动。
依赖经验,一致性差:调整依赖于操作工的经验和责任心,不同班次、不同人员的调整标准不一,导致产品质量不稳定。
废品率高,成本巨大:细微的线径偏差都可能导致线缆在后续工序(如绝缘层挤出、成缆、护套)中出现问题,造成巨大的材料与能源浪费。
二、闭环控制方案
线缆测径仪闭环控制系统是一个集实时监测、智能反馈、自动调节于一体的精密系统。其工作流程如下:
1、实时监测(“眼睛”):
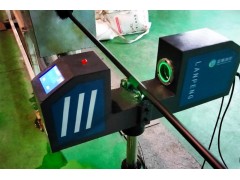
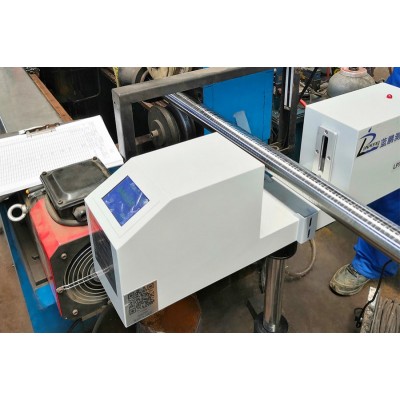
在高精度挤出机头或冷却水槽之后,安装在线测径仪。它采用基于CCD成像的原理,以高达2000Hz的频率对线缆外径进行高精度、无接触的实时测量,实时显示。
2、数据比对与决策(“大脑”):
测径仪将采集到的实时数据传送至中央控制系统(或PLC)。系统将测量值与预设的目标标称值进行比对。内置的智能PID控制算法会根据偏差的大小等,计算出需要调整的量。
3、自动执行调整(“手脚”):
控制系统立即发出指令给执行机构——通常是挤出机主机或牵引机的变频器或电子调速器。
控制挤出机速度(或牵引速度):当检测到线径持续偏大时,系统会微降挤出机螺杆转速,减少出胶量;当线径偏小时,则微升转速,增加出胶量(挤出则相反)。这是直接有效的控制方式。
整个调整过程在数十毫秒内完成,实现了对生产过程的“微管理”。
4、持续优化与反馈:
系统不断测量、不断比对、不断微调,形成一个永不停歇的闭环反馈回路,将线径波动牢牢控制在公差范围之内,从而显著提升均匀度。
网站名称:保定市蓝鹏测控科技有限公司
可根据客户需求提供解决方案,定制产品。
QQ咨询:2087627071
电话:400617135
0312-3171-355
参考文章:蓝鹏测控 http://www.bdlanpeng.com
测控软件 http://www.bdlanpeng.com/ckrj
可以给我在线留言询价或留下您的联系方式,我看到后会回复联系您。
关键词:线缆测径仪,单轴测径仪,在线测径仪,测径仪,线径测量,线径控制
在线缆规模化生产中,线径均匀度是决定产品品质、适配性与安全性能的核心指标——无论是避免因粗细不均导致的穿管卡阻,还是防止绝缘层厚薄波动引发的漏电风险,均匀度控制始终是厂家的核心诉求。而线缆测径仪搭载的闭环控制方案,正通过“实时监测-动态调节-精准修正”的全链路干预,成为提升线径均匀度的关键技术支撑,其实际应用成效已在多类线缆产线中充分显现。
一、传统生产控制的挑战与局限
在引入闭环控制之前,生产线普遍人工调整状态:
人工抽样,滞后严重:操作人员对生产完成后的线缆抽取部分,使用千分尺进行离线测量。这种方式检测结果严重滞后,当发现偏差时,已有大量不合格品被生产出来。
无法应对瞬时波动:生产过程中的温度、压力、螺杆转速、牵引速度等因素时刻都在微秒级地变化,人工无法捕捉这些瞬时波动。
依赖经验,一致性差:调整依赖于操作工的经验和责任心,不同班次、不同人员的调整标准不一,导致产品质量不稳定。
废品率高,成本巨大:细微的线径偏差都可能导致线缆在后续工序(如绝缘层挤出、成缆、护套)中出现问题,造成巨大的材料与能源浪费。
二、闭环控制方案
线缆测径仪闭环控制系统是一个集实时监测、智能反馈、自动调节于一体的精密系统。其工作流程如下:
1、实时监测(“眼睛”):
在高精度挤出机头或冷却水槽之后,安装在线测径仪。它采用基于CCD成像的原理,以高达2000Hz的频率对线缆外径进行高精度、无接触的实时测量,实时显示。
2、数据比对与决策(“大脑”):
测径仪将采集到的实时数据传送至中央控制系统(或PLC)。系统将测量值与预设的目标标称值进行比对。内置的智能PID控制算法会根据偏差的大小等,计算出需要调整的量。
3、自动执行调整(“手脚”):
控制系统立即发出指令给执行机构——通常是挤出机主机或牵引机的变频器或电子调速器。
控制挤出机速度(或牵引速度):当检测到线径持续偏大时,系统会微降挤出机螺杆转速,减少出胶量;当线径偏小时,则微升转速,增加出胶量(挤出则相反)。这是直接有效的控制方式。
整个调整过程在数十毫秒内完成,实现了对生产过程的“微管理”。
4、持续优化与反馈:
系统不断测量、不断比对、不断微调,形成一个永不停歇的闭环反馈回路,将线径波动牢牢控制在公差范围之内,从而显著提升均匀度。
网站名称:保定市蓝鹏测控科技有限公司
可根据客户需求提供解决方案,定制产品。
QQ咨询:2087627071
电话:400617135
0312-3171-355
参考文章:蓝鹏测控 http://www.bdlanpeng.com
测控软件 http://www.bdlanpeng.com/ckrj
可以给我在线留言询价或留下您的联系方式,我看到后会回复联系您。


&tel=&work=400-6171355&email=2087627071@qq.com&org=保定市蓝鹏测控科技有限公司&adr=中国河北省保定市中关村创新中心基地11号楼西单元3层&url=http://cekong.720qjt.com/)










